Hey Charlie,
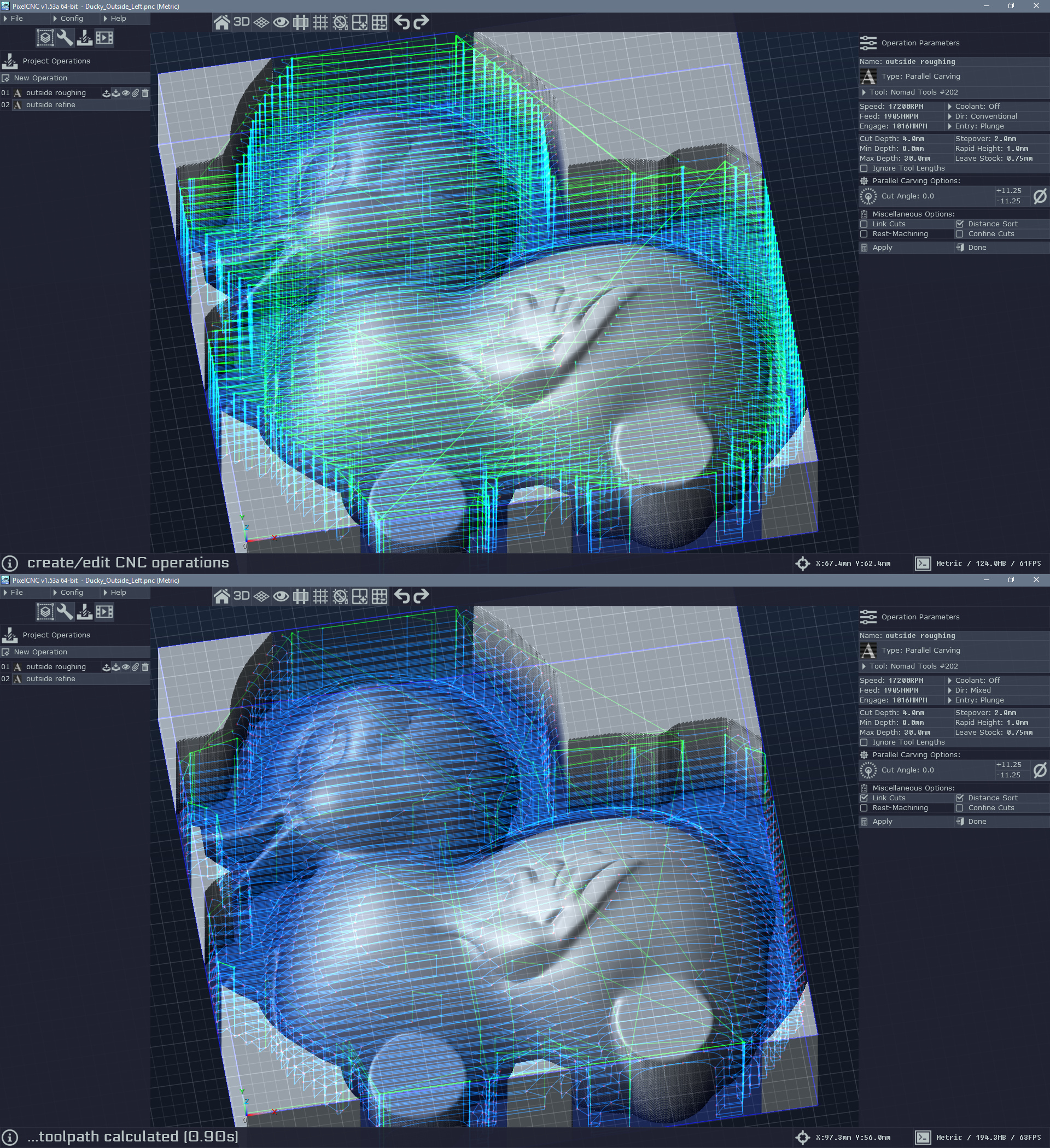
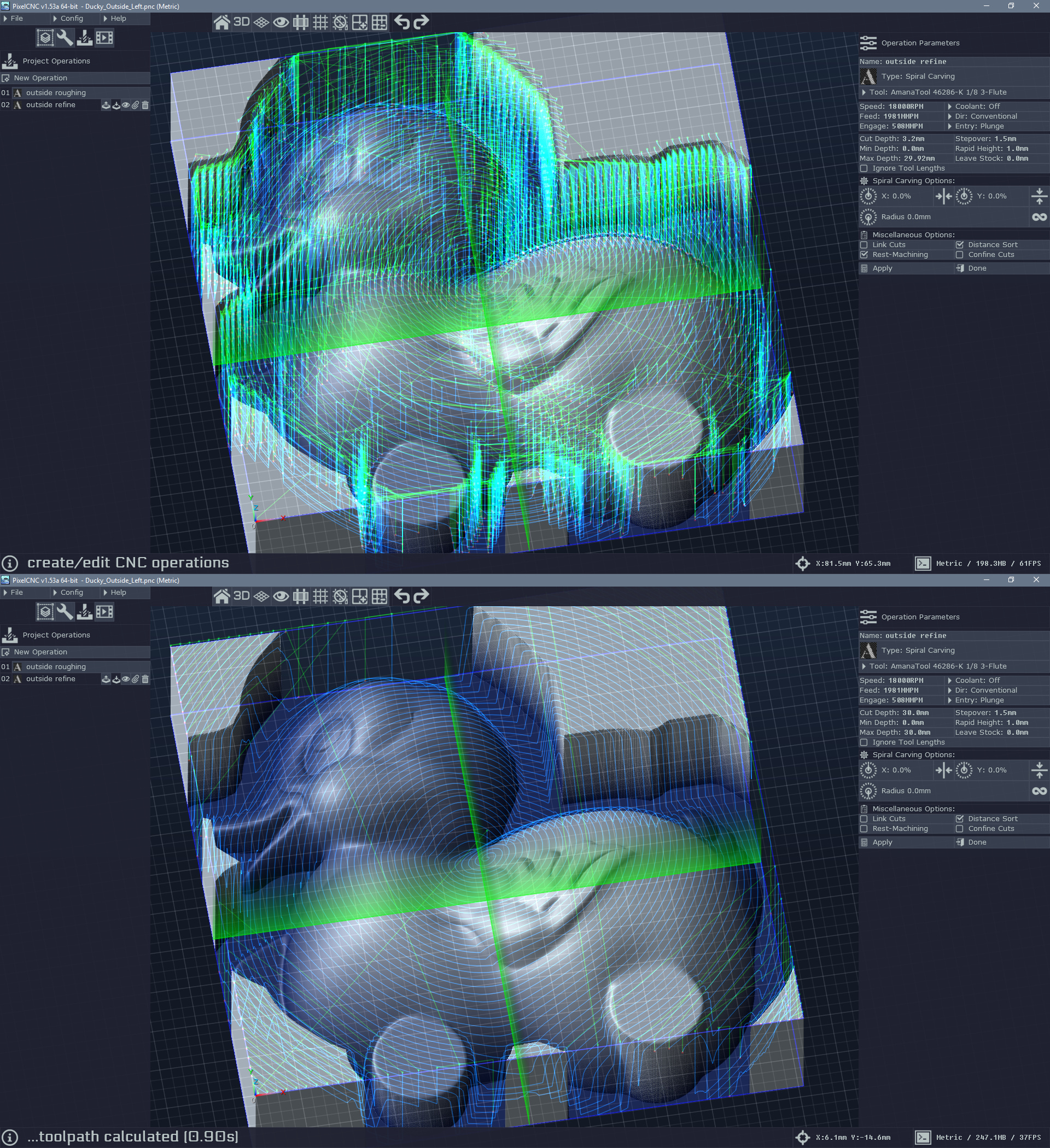
Thanks for getting back to me so quickly. I'll send you that file when I get done this cut. Yeah, lol, this same cut. But while I wait, I want to ask about those rapids. I'm using rest machining and would have thought that would not rapid all the way up to the stock surface but instead rapid to just above the roughing pass. And yet, as you see, the rapids are absolutely killing me here. How can I keep those to just above the material left during the roughing pass?