Please bear in mind I'm coming from a professional side and not hobby cnc.
A. I know many hobby cnc set tools z0 on top of the stock.bad, bad.
1 you need new scrap or un cut top to set another tool.
2. imo stock z0 should always be bed. easy to not cut into bed with no neg z in g code.
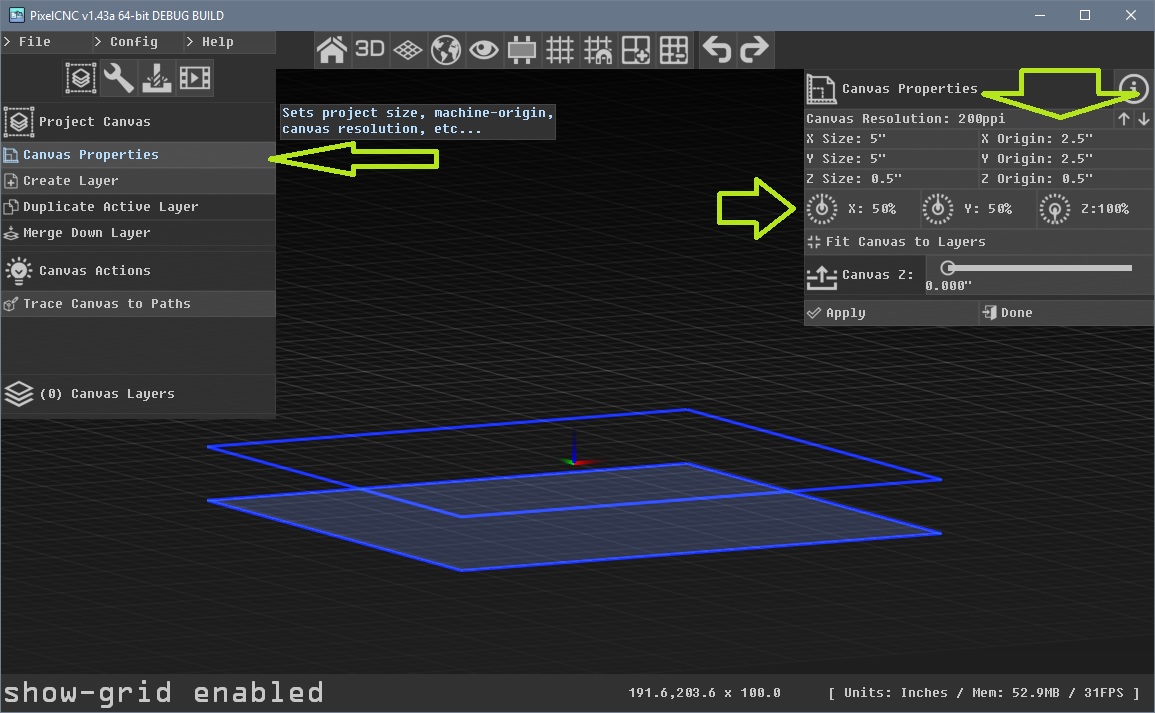
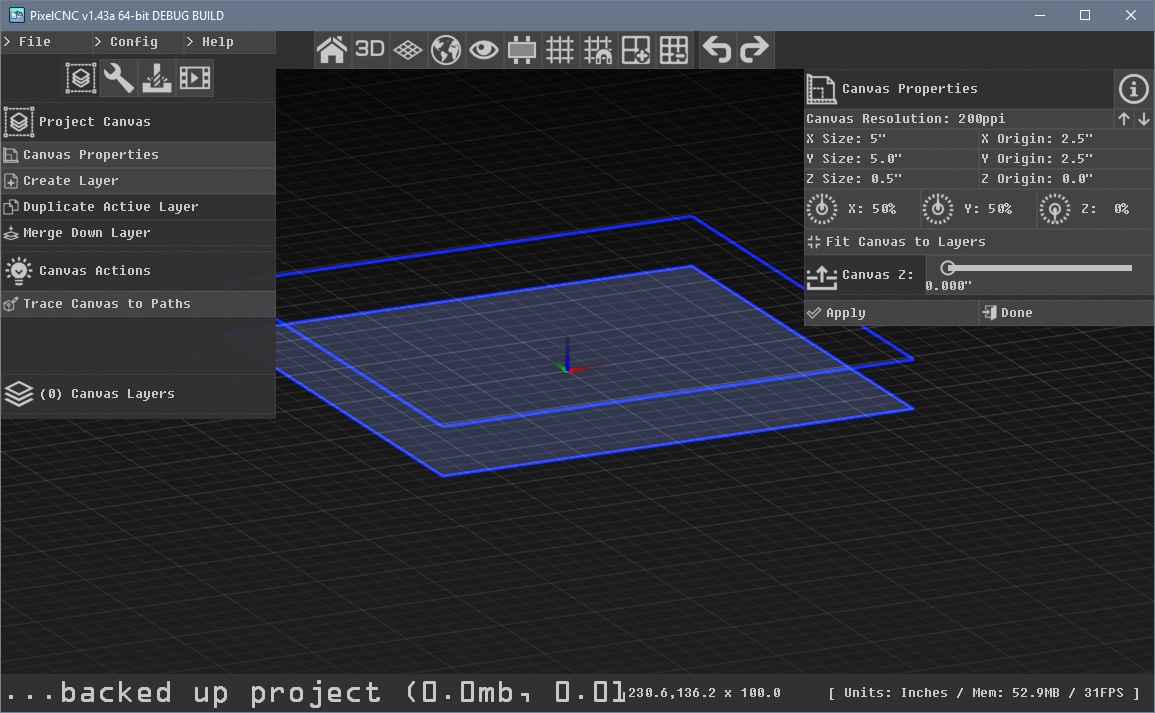
B. your ''canvas" sets the tool limits to the R of the tool instead of tool center.
IMO I don't need to define a canvas with + 0.5" per side and Z min depth of pic area 1/2ball . so I can cut a whole picture without fudging canvas vs pic if the tool paths just generated to Center of tool.
Still learning your software, just observations and maybe some help.