
Hi Pat,
No worries, helping people make stuff happen with PixelCNC is all part of the job! ;)
So the canvas Z size is just the maximum potential depth cuts can be generated down to, but if there is content in the canvas volume that is higher than the bottom of the canvas then cuts will only be able to go down to that content with the 3D and 2.5D operation types. So if you want to cut some shapes into the workpiece they will need to be as deep was you want to cut when using a 3D or 2.5D operation. The canvas' Z size is the depth limit you'll be able to have shapes go, and why it's the Max Depth limit (unless the tool's length limits it first, and Ignore Tool Lengths isn't enabled).
With the 2D milling operations the canvas is only used to generate a 2D contour to generate cuts from, regardless of how shallow/deep that contour is generated at, and cuts will always go down to Max Depth.
I believe the reason you're seeing the cuts being offset way into the digits with the 2D offset milling operation is because of your tool definition. It automatically offsets the contour that cuts will be generated inside of by half of the cutter's diameter, where the diameter is the widest part of the flutes (typically the shank diameter for most tapered cutters). We might change this so that it only offsets cuts by the diameter of the cutter at Max Depth, rather than the full width of the cutter.
The 2.5D milling operations properly accommodate for the cutter's geometry at each cutting depth, so with a tapered cutter you will see cuts progress more toward the middle of pockets the deeper it cuts, as it's not able to keep the tool inside the boundary of the shape without moving it away from the edges of the shape at each successive cutting plane, like this:
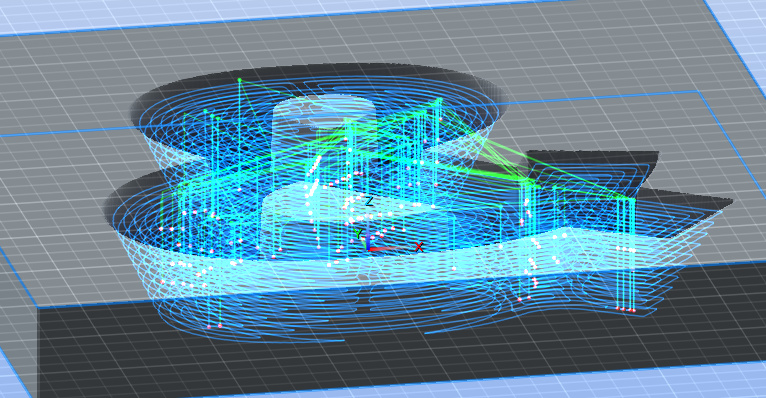
This is what happens when I generate a 2D offset toolpath with a big fat wide-angled tapered cutter, the cuts must be moved inward to accomodate the full diameter of the cutter:
So if it only cuts that top layer it will never reach the full diameter of the cutter, which is what you're seeing. You can fix this by creating a tool definition that only has a diameter for the depth you plan to cut, but I think I'll be changing it so that it automatically only uses the Max Depth the cutter will go to determine how far to offset the contour for a given tool.
I think the best way to go is make sure that your digits are actually 0.5mm deep and use the 2.5D milling operation instead, to ensure that the tool is always cutting out to the edges for each cutting depth. You can see the depth of your canvas at any point by putting your cursor over the bottom of one of the digits and looking at the XYZ cursor position on the status bar, it will give you a readout of the coordinate (relative to the canvas origin) of the point on the canvas surface that the cursor is pointing to, like this:

This is with the canvas Z size set to 1 inch and the machine origin is at the bottom of the canvas, so with my ampersand being 0.1" deep the canvas surface only varies between 0.9" and 1.0" (from the Z origin at the bottom).
You *might* need to make your digits slightly deeper than 0.5mm, as there can also be a bit of contouring depth precision variance that results in the very bottom of a pocket not getting contoured even though it appears to be down to the Max Depth specified, because numerically it will looks like it's 0.000001mm above -0.5mm, due to floating-point rounding errors that can occur. We did add a tiny Z offset to a few operations' toolpath generation algorithm to mitigate this so you might be fine just making sure your digits are actually 0.5mm deep from the top of the canvas and calculating a 2.5D Offset Milling toolpath with a 0.5mm max depth.
Hope that helps!
- Charlie