
Hi
have a very similar question.
Are there any single line fonts compatible with pixelcnc?
More for smaller plates but something like
inkscape's hershey text.
Hi.
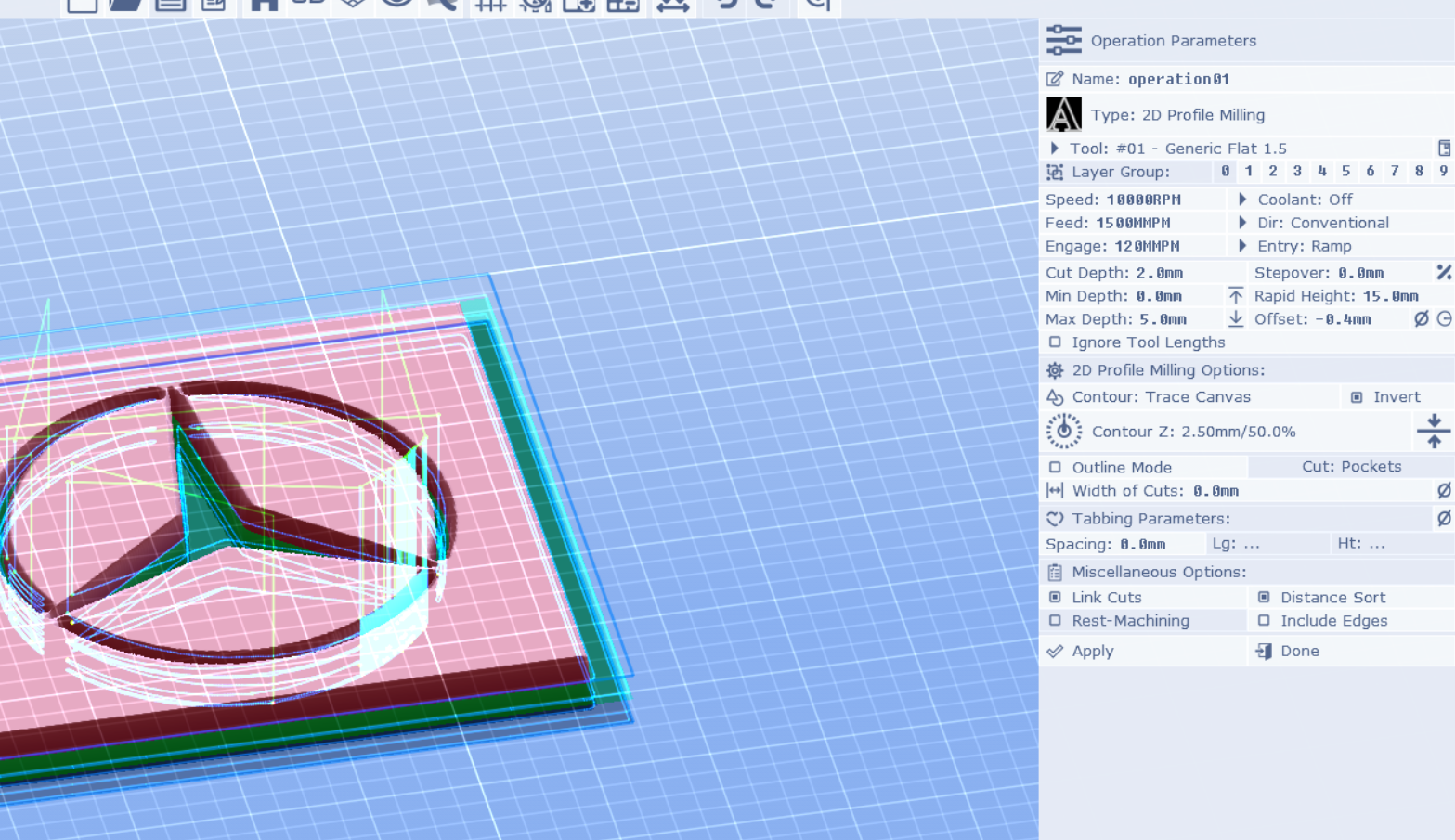
Been a while since i last used the machine but i cant get past the first rapid move when it should goto the safe height.
Every time it snaps the bit .
I've tried setting the rapid heigh to 15mm to try and exaggerate the move but it still snaps. It always seem to snap with the bit at max depth of the last cut before moving.
The preview doesn't play the move and skips from last cut to new location so assuming that is whats being output to gcode. no raise then move, just move.
Please help :)
Thanks
Hi.
Just thought I'd post a comparison of PixelCNC and another program*.
This is only my 2nd and 3rd model so still learning.
Same:
-Model, scaled down to same dimensions.
-Stopover and roughing cut depths
-Bits, 3.1mm roughing, 3.1mm finish pass, 0.5mm Tapered Ball finish pass.
The other programs version seemed a bit flat and difficult to see depth.
PixelCNC to me captures more detail and also seems to pop more.
This was only a quick test carve so i need to not do the 3.1mm finish pass to remove lines.


*not mentioning full name as I don't want to get anyone in trouble but with pics, you know :))