It's a real shame the tutorial videos are gone. Is there any way to get them back? I know that
you are always willing to help but I want to continuously try out the possibilities of the program.
For now I have a question.
I want a triangle (supershape stamp) gradually mill from one of the sides (6 mm) to 2 mm at the tip.
How can I do that?
Thanks in advance.
Nico
Thanks for your quick reply and good to know. Besides the Distance Sort option, do you recommend another 3D cutting method with a faster and maybe better result?
It is great fun to work with PixelCNC. I am currently working on a photo conversion to 3D. That works well but I have a question. In the simulation of PixelCNC I see that the bit neatly finishes the canvas row by row without interruptions during 3D parallel carving. I use the G-code in Candle and there I see that the bit is very often brought to the safe height and then continues. That takes a lot of time. Why this difference between the simulation and the execution (in Candle) and can this be prevented. I hope I explained it well. I can of course add the G-code if desired. Best regards, Nico
As a relative CNC beginner, I have the following question. I have created my first G-code in PixelCNC,
but my machine starts above the material instead of in the material.
I compared the G-code start with my current CAM (Easel) and see the following difference
(it is not he same project). Easel starts at Z6.000 and goes to Z-0.600. PixelCNC starts at Z6.100 and
goes to Z5.40. Please help.
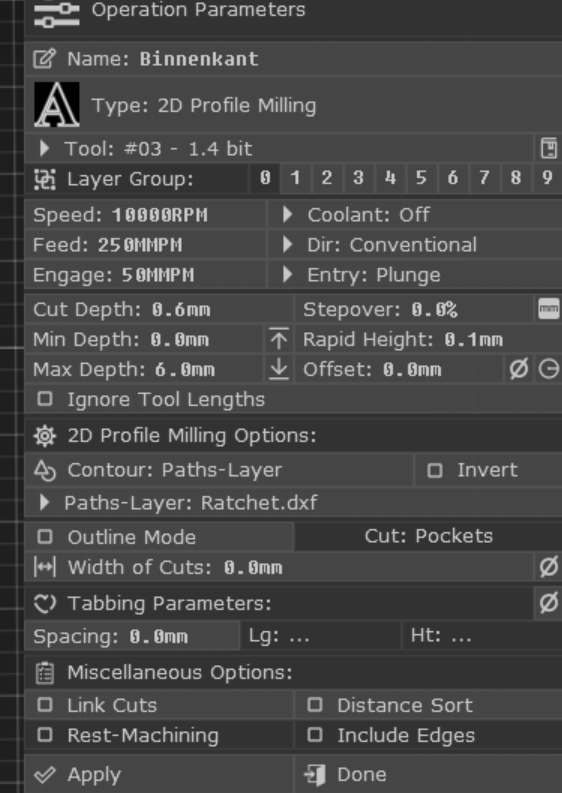
PixelCNC:
( Generated by: PixelCNC v1.84b )
( Post: GRBL Metric.txt v1.10 )
G21 G90 G91.1
( Buitenkant 1.4 bit )
( Spindle: CW 10000 )
M3 S10000
G0 Z6.10 X15.42 Y22.07
G1 Z5.40 F50 X15.26 Y22.20 F250
X15.13 Y22.37 Y22.61
Easel:
G21 M3 S10000
G90
G1 Z6.000 F228.6
G0 X59.413 Y149.523
G1 Z-0.600 F75.0
G1 X59.504 Y149.653 F350.0
G1 X59.475 Y149.802 F350.0
G1 X59.347 Y149.891 F350.0